
 France
France Germany
Germany Spain
Spain Netherlands
Netherlands Italy
Italy Hungary
Hungary United States
United States Australia
AustraliaResistance Thermometers (RTD and Pt100 Sensors)
Our resistance thermometers — also known as RTDs (Resistance Temperature Detectors) or Pt100 sensors — are precision temperature sensors designed for industrial and laboratory applications. Built to international standards, they deliver high accuracy, repeatability, and long-term stability.
Typical Platinum Resistance Thermometers
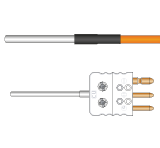
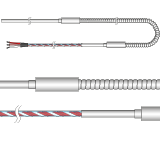
Resistance Thermometers (Pt100, RTD, PRT) -Mineral Insulated
 Our most popular style of RTD sensor. Ideal for most applications. Wide choice of terminations e.g. cables, connectors, heads etc.
Resistance Thermometers (Pt100, RTD, PRT) -
Our most popular style of RTD sensor. Ideal for most applications. Wide choice of terminations e.g. cables, connectors, heads etc.
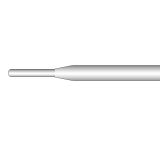
Resistance Thermometers (Pt100, RTD, PRT) -Rigid Stem
 Ideal for rigid stem applications or where the sensor is shorter than 50mm, limited to 250°C. Wide choice of terminations
Hand Held
Ideal for rigid stem applications or where the sensor is shorter than 50mm, limited to 250°C. Wide choice of terminations
Hand HeldResistance Thermometers (Pt100, RTD, PRT)
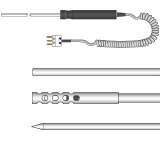 A range of hand held RTD Sensors to suit a variety of applications from general purpose to surface and air temperature measurements
Resistance Thermometers (Pt100, RTD, PRT) -
A range of hand held RTD Sensors to suit a variety of applications from general purpose to surface and air temperature measurements
Resistance Thermometers (Pt100, RTD, PRT) - for Surface Measurements
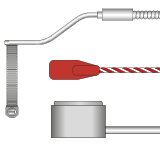 A wide range of RTD sensors for surface measurements including self adhesive patch, pipe, magnetic etc.
Miniature
A wide range of RTD sensors for surface measurements including self adhesive patch, pipe, magnetic etc.
MiniatureResistance Thermometers (Pt100, RTD, PRT)
 Fast response 1.5 and 2.0mm diameter sensors ideal for precision temperature measurements with minimal displacement
Swaged Tip
Fast response 1.5 and 2.0mm diameter sensors ideal for precision temperature measurements with minimal displacement
Swaged TipResistance Thermometers (Pt100, RTD, PRT)
 Rugged RTD sensors ideal for fast response in industrial and other applications
Autoclave
Rugged RTD sensors ideal for fast response in industrial and other applications
AutoclaveResistance Thermometers (Pt100, RTD, PRT)
 RTD sensors designed specifically for the harsh environments in autoclaves
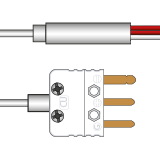
Other Popular Resistance Thermometers (Pt100, RTD, PRT)
RTD sensors designed specifically for the harsh environments in autoclaves
Other Popular Resistance Thermometers (Pt100, RTD, PRT)
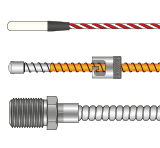 A wide range of RTD Sensors to suit many applications. Bayonet, bolt, stator slot, basic element styles etc.
A wide range of RTD Sensors to suit many applications. Bayonet, bolt, stator slot, basic element styles etc.
Explore our in-depth Thermocouple & Resistance Thermometry Guide — a technical resource developed for engineers and specifiers. Covers sensor selection, installation practices, standards and tolerances, colour codes, wiring configurations, sensor theory and more.
What Is a Resistance Thermometer?
A resistance thermometer measures temperature by detecting changes in the electrical resistance of a metal — typically platinum — with temperature. The most common type is the Pt100 sensor, which has a resistance of 100 ohms at 0℃ and follows the IEC 60751 standard with a temperature coefficient (alpha) of 0.00385 Ω/℃.
Types of Resistance Thermometers
- Pt100 (Platinum 100Ω) and Pt1000 sensors
- Sheathed wire-wound and thin-film elements
- 2-wire, 3-wire, and 4-wire configurations
- Surface, air, and immersion probes
- ATEX-approved resistance thermometers
Advantages of Resistance Thermometers
- High accuracy and repeatability
- Excellent long-term stability
- Wide temperature range capability (-200℃ to +600℃)
- Resistant to electrical noise in industrial environments
- More linear than thermocouples
Applications
- Industrial process monitoring and control
- HVAC and building automation
- Scientific laboratories and test rigs
- Automotive and aerospace R & D
- Food and beverage manufacturing
Why Choose TC Ltd for Resistance Thermometers?
- Manufactured in the UK
- Custom-built sensors for OEM and industrial applications
- Fast lead times and responsive technical support
- UKAS-calibrated and traceable products available
- Nationwide and European delivery
RTD vs Resistance Thermometer vs Pt100
The terms RTD, Resistance Thermometer, and Pt100 are often used interchangeably but have subtle distinctions. An RTD is a category of sensor; resistance thermometer is the formal term; and Pt100 refers to a specific RTD type with 100 ohms resistance at 0℃.
Specification and Selection Guide
- Element type: Pt100 / Pt1000
- Accuracy class: Class A, B or 1/10 DIN
- Wiring: 2, 3 or 4-wire - simplex or duplex
- Sheath material: stainless steel, Inconel, etc.
- Connector types: terminal head, plug, cable, etc.
Where We Supply
Based in the UK, we supply resistance thermometers across the UK. We also export to clients throughout Europe with fast lead times and dependable service.
Related Products
Request a Quote
Need a custom resistance thermometer? Contact our team for fast quotes and expert advice.
Quick Links
Frequently Asked Questions
- What is a resistance thermometer, and how does it work?
A resistance thermometer measures temperature by detecting changes in electrical resistance. The "Pt" stands for platinum, the material used in the sensing element, and "100" refers to the resistance value of 100 ohms at 0°C. As the temperature changes, the resistance of the platinum element varies, allowing for accurate temperature measurements. - How accurate are Pt100 sensors?
Pt100 sensors offer high accuracy and stability, with industrial-grade elements ranging from Class B (±0.3ºC at 0ºC) to Class A (±0.15ºC at 0ºC). Higher precision options, such as 1/10 class elements, provide an accuracy of ±0.03ºC at 0ºC. These sensors are widely used in industrial, laboratory, and scientific applications requiring high precision. Additionally, we offer calibration services in our UKAS accredited laboratory. - What is the temperature range for resistance thermometers?
The temperature range of an RTD sensor depends on factors such as the construction, sheath material and insulation used in the construction. While some platinum elements can withstand temperatures up to 850°C, the overall sensor design will limit the maximum temperature rating. Please check the product specifications for the exact temperature range based on the sensor’s construction. If you need any advice, our engineers are happy to assist! - What is a resistance thermometer used for?
Resistance thermometers are widely used for accurate temperature measurement in industrial, scientific, and commercial environments. Common applications include process control, laboratory testing, HVAC systems, and food and beverage production. Their precision and stability make them ideal for situations where consistent and repeatable readings are critical. - Is a resistance thermometer the same as an RTD?
Yes, a resistance thermometer is another term for an RTD, or Resistance Temperature Detector. The terms are often used interchangeably, although \"resistance thermometer\" is more common in formal or technical literature. RTDs typically use platinum elements (such as Pt100) to measure temperature through changes in electrical resistance. - What types of resistance thermometers do you offer?
We offer a wide range of resistance thermometers, including Pt100 and Pt1000 sensors in 2-wire, 3-wire, and 4-wire configurations. Options include surface sensors, immersion probes, ATEX-approved sensors for hazardous areas, and custom assemblies tailored to OEM or industrial applications. All are manufactured in the UK to ISO 9001 standards. - How do I choose between a Pt100 and a Pt1000 resistance thermometer?
Pt100 sensors have a resistance of 100 ohms at 0°C, while Pt1000 sensors have 1000 ohms at 0°C. Pt1000s are often preferred for longer cable runs because of their higher signal-to-noise ratio, whereas Pt100s are more widely used in industrial systems and instrumentation. The choice depends on the measurement environment and your system’s compatibility. - Do resistance thermometers require calibration?
Yes, for critical applications or compliance with quality standards, regular calibration of resistance thermometers is recommended. We offer calibration services through our UKAS-accredited laboratory to ensure traceability and measurement confidence. Certificates are available with each calibrated sensor upon request.